
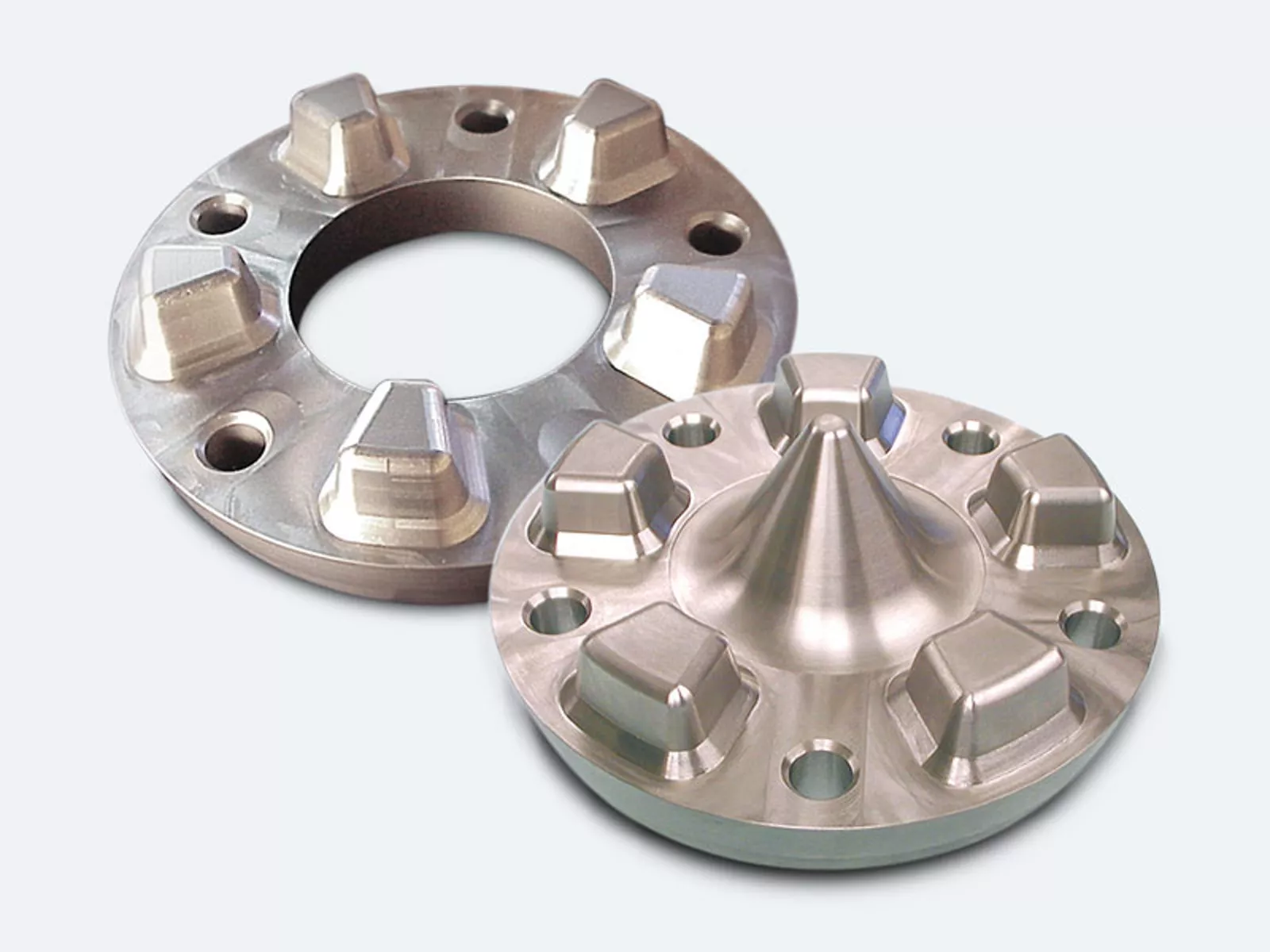
Inserts de refroidissement en Densimet® et TZM - pour un moulage d’aluminium parfait
Au cours du procédé de coulage d’aluminium, le métal en fusion est coulé ou pressé dans le moule. Il en résulte, par exemple, dans la fabrication de culasses, jantes de roues ou beaucoup d’autres pièces moulées d’aluminium. Au cours du processus, les outils de moulage doivent résister à plusieurs reprises aux métaux en fusion chauds et agressifs, à plus de 600 °C : pour les inserts faits avec notre alliage tungstène-métal lourd Densimet® et l’alliage de molybdène TZM, cela ne pose aucun problème.
Nous fournissons inserts de refroidissement, des buses d’injection, d’autres composants et des produits semi-finis pour optimiser votre moule selon vos besoins. Nous proposons également des inserts avec des canaux de refroidissement, que nous fabriquons au moyen de technologies 3D pour assurer une précision optimale.
Vos bénéfices en bref :
Productivité accrue grâce à des cycles plus courts
Qualité
de surface optimale de vos produitsDurée de vie prolongée du moule
Aucune fissure dans le moule
Aucune retassure dans les pièces moulées
Pas de points chauds > Pas de porosité dans les pièces moulées
Consultez les caractéristiques de nos matériaux ici :

L’aluminium liquide attaque le moule en acier et provoque des fissures, de la corrosion, de l’érosion et une adhérence de l’aluminium à la surface. Si le matériau ferreux se dissout dans le bain d’aluminium ou si l’acier est érodé par un débit élevé d’aluminium, la surface du moule s’use de plus en plus.
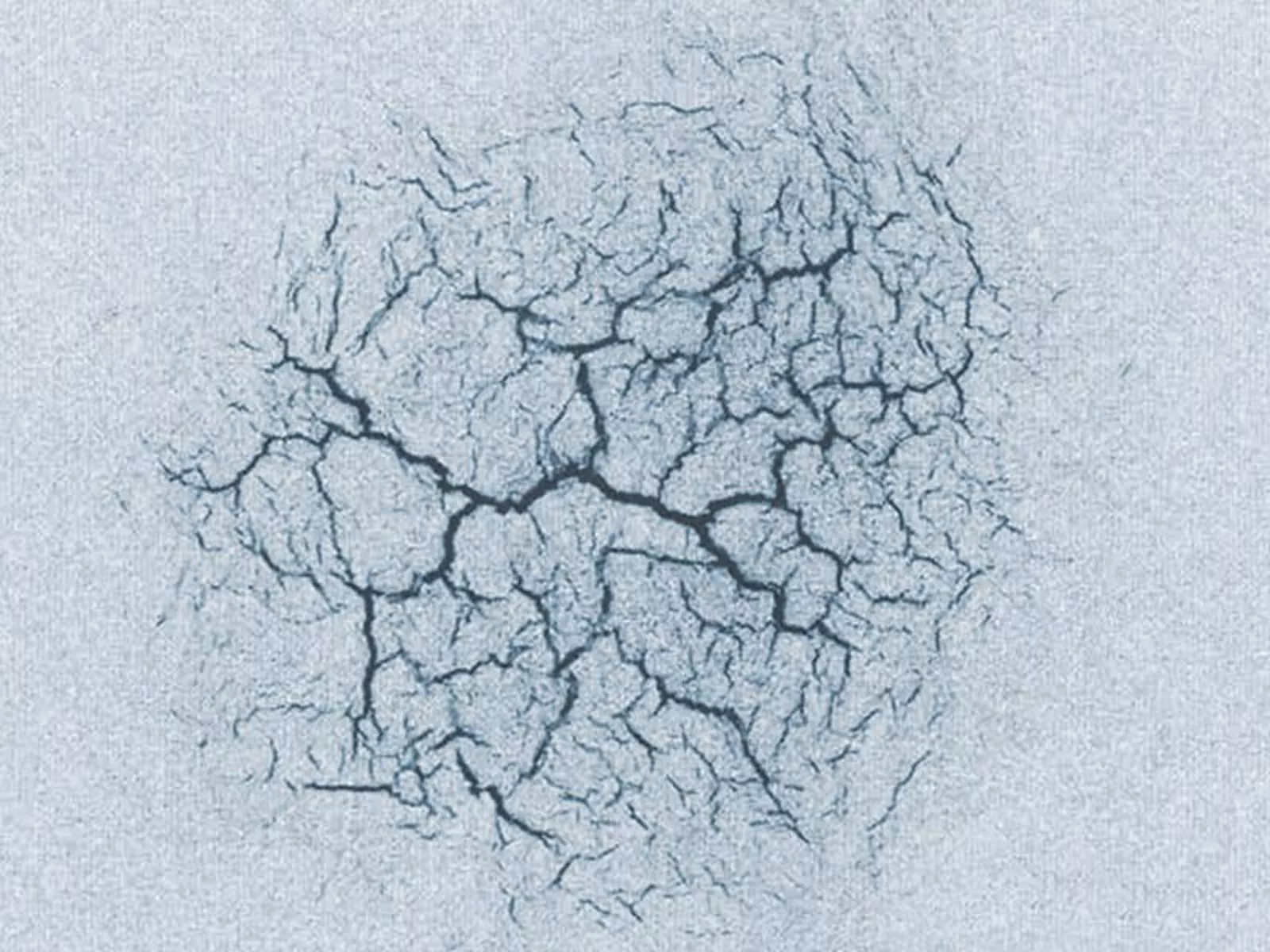
Les changements de température posent également des problèmes au niveau des outils et des composants lors de la coulée des métaux en fusion : Des répartitions de la température et des coefficients de dilatation thermique différents entraînent des contraintes thermiques. Les fissures et les déformations résultant de la fatigue thermique peuvent entraîner une défaillance complète du composant.
Le matériau idéal pour les moules de fonte d’aluminium répond donc aux plus hautes exigences mécaniques, thermophysiques, chimiques et tribologiques. Les aciers conventionnels travaillés à chaud, avec des ajouts d’alliage tels que le chrome et le molybdène, ne répondent plus aux attentes actuelles. Que faire ? Si vous voulez réduire les coûts et augmenter la productivité, vous devez utiliser des matériaux de la plus grande qualité, en particulier pour les moules fortement sollicités.
Nos matériaux pour le moulage d’aluminium
Le molybdène et le tungstène font partie des métaux dits réfractaires. En d’autres termes, ce sont des métaux dont le point de fusion est supérieur à 1700 °C. Le molybdène fond à 2 610 °C et le tungstène à 3 407 °C. Les deux réunis ont un faible coefficient de dilatation thermique, qui est d’environ un tiers inférieur à celui de l’acier. En revanche, la conductivité thermique du Densimet dépasse d’environ 4 fois celle d’un acier 1.2343.
Le module d'élasticité élevé de 360 GPa à environ 385 GPa assure une rigidité suffisamment élevée, notamment à hautes températures. Les propriétés mécaniques du molybdène et du tungstène dépendent de leur niveau de travail à froid, de leur pureté et du degré de recristallisation. La stabilité à température ambiante est inférieure à celle des aciers trempés travaillés à chaud. A 650 °C, la stabilité est comparable à celle d’un acier travaillé à chaud.
| D2M | D185 | TZM | Acier 1.2343 | |
| Corrosion | + | + | ++ | -- |
| Oxydation | à partir de 600 °C | à partir de 600 °C | à partir de 400 C | insignifiant |
| Conductibilité thermique (500 °C) [W/m K] | 65 | 90 | 127 | 30 |
| Résistance aux chocs thermiques | ++ | ++ | ++ | -- |
| Résilience | - | - |
0 | ++ |
| Résistance à la traction Rm (RT*) [MPa] | 990 | 800 |
780 | 1200 - 1600 |
| Résistance à la traction Rm (500 °C) [MPa] | 670 | 600 | 500 | 100 - 1400 |
| Limite d’élasticité Rp0.2 (RT*) [MPa] | 700 | 600 |
730 | 1000 - 1400 |
| Limite d’élasticité Rp0.2 (500 °C) [MPa] | 460 | 420 |
490 | 650 - 900 |
| Allongement à la rupture A5 (RT*) [%] | 18 | 10 |
19 | 10 - 15 |
| Allongement à la rupture A5 (500 °C) [%] | 16 | 7 |
15 | |
| Module d’élasticité [GPa] | 360 | 385 |
320 | 214 |
| Coefficient de dilatation thermique αth (500 °C) [10-6 K-1] |
5,6 | 5,2 | 5,5 | 13,0 |
| Dureté [HRC] | max. 31 | max. 31 | 25 | >45 |
*RT = Raumtemperatur
++ (sehr gut), + (gut), -- (weniger gut)
TZM: Molybdän mit 0,5 % Titan, 0,08 % Zirkon, 0,01-0,04 % Kohlenstoff
D185: 97 % Wolfram, Rest: Nickel und Eisen
D2M: 90 % Wolfram, Rest: Nickel, Molybdän und Eisen
Alliages de tungstène D2M et D185
Le tungstène pur est très difficile à usiner et extrêmement cassant à basse température. Le tungstène est donc utilisé uniquement comme matériau composite pour la fabrication de moules. Le Densimet®, notre matériau biphasé composé d’une phase liante et de particules de tungstène incorporées, est créé à partir de fer et de nickel ou de fer, de nickel et de molybdène.
Le fer, le nickel et le molybdène rendent le tungstène beaucoup plus facile à travailler mécaniquement que le tungstène pur. La teneur en tungstène de nos matériaux en Densimet® peut atteindre 97 %.
Nous fabriquons des inserts pour la fonte d’aluminium principalement à partir du Densimet® 185 (D185) et du Densimet® D2M. En raison de sa résistance mécanique plus élevée, nos clients utilisent principalement le D2M pour le moulage à haute pression. En raison de sa conductivité thermique particulièrement élevée, le D185 est principalement utilisé en coulée par gravité et basse pression pour une répartition optimale de la température dans le moule. Nous nous ferons un plaisir de vous conseiller afin de trouver le matériel adéquat.
Alliage de molybdène TZM
Les propriétés physiques du TZM diffèrent à peine de celles du molybdène pur. Mais avec de petites quantités de carbures très fins, le TZM est plus solide que le molybdène pur et présente une température de recristallisation plus élevée ainsi qu’une meilleure résistance au fluage.
Les avantages spécifiques à nos matériaux en détail
- Excellente conductivité thermique
Exzellente Wärmeleitfähigkeit
Die Wärmeleitfähigkeit unserer Wolfram-Schwermetalllegierung Densimet® und der Molybdänlegierung TZM ist bis zu vier Mal höher als jene von herkömmlichem Stahl. Ihr Vorteil: Die Gießform kühlt an den entscheidenden Stellen wesentlich schneller ab und sie schaffen mehr Gießzyklen in kürzerer Zeit.
Zudem ist durch die schnelle Wärmeabfuhr die Mikrostruktur (Dendriten-Arm-Abstand) der Aluminium-Gussstücke wesentlich feiner. Das führt zu optimierten mechanischen Eigenschaften ihrer Produkte wie etwa einer erhöhten Festigkeit. Die hohe thermische Leitfähigkeit von Molybdän und Wolfram bewirkt eine schnelle Wärmeabfuhr und sorgt somit für einen geringen Temperaturunterschied zwischen der Gusseinsatzoberfläche und dem Kern des Gussteils.Die Oberflächentemperatur unserer Gießeinsätze ist bei gleichem Energieeintrag wesentlich geringer als jene von Stahl: In Kombination mit der hohen Wärmeleitfähigkeit von Densimet® besteht deshalb keine Gefahr, dass beim Gießprozess Risse im Gusseinsatz entstehen.
Wenn die Aluminium-Schmelze unregelmäßig erstarrt, entstehen nicht selten Gussfehler wie Lunker und Poren. Vor allem in Bereichen unterschiedlicher Wandstärken. Eine gezielte Wärmeabfuhr kann das vermeiden. Unsere Wolfram- und Molybdänlegierungen kühlen das Aluminium-Gießteil genau dort, wo das Material schneller erstarren soll. So können Sie in vielen Fällen Fehler vermeiden und auf eine aufwendige Zusatzkühlung verzichten.
- Faible dilatation thermique
Geringe thermische Ausdehnung
Da im Gießverfahren die Aluminiumschmelze auf die kältere Oberfläche des Gießeinsatzes trifft, kommt es aufgrund einer hohen thermischen Ausdehnung häufig zu Brandrissen im Material. Besonders im Hochdruckguss können an der Gießform Rissnetzwerke entstehen. Der thermische Ausdehnungskoeffizient von Densimet® und TZM ist im Vergleich zu Stahl um ein Drittel geringer und vermeidet Brandrissigkeit in der Gießform. Ihr Vorteil: Die gefertigten Gussstücke haben eine optimale Oberflächengüte. Sie profitieren von weniger Ausschuss und haben weniger Instandsetzungsaufwand.
- Usure réduite
Geringer Verschleiß
Nach einer gewissen Zahl von Abgüssen verringert sich die Oberflächenhärte von Gießformen aus Warmarbeitsstahl. Ausgehend von einem geringeren Festigkeitsniveau beobachtet man bei den Refraktärmetallen hingegen keinen Härteabfall.
Da eine klassische Härtung von Molybdän und Wolfram durch Wärmebehandlungen nicht möglich ist, kann auf das endbearbeitete Bauteil eine Schutzschicht aufgetragen werden. Es eignen sich dazu herkömmliche PVD-Schichten wie CrC oder TiAl. Wir bieten daneben eine eigene verschleißfeste Schicht an, die die Oberflächenhärte auf über 1000 HV erhöht, ohne die Korrosionsbeständigkeit des Materials zu beeinflussen. Interessiert? Sprechen Sie mit uns!
- Résistance à la corrosion élevée
Hohe Korrosionsbeständigkeit
Besonders wenn Aluminium mit hohen Geschwindigkeiten eingespritzt wird, können herkömmliche Gießeinsätze und Kerne leicht erodieren. Molybdän und Wolfram lösen sich in Aluminiumschmelze nicht. Gießeinsätze aus Densimet® und TZM sind besonders erosions- und korrosionsbeständig. Da unser Werkstoff nicht mit der Aluminiumschmelze reagiert, bleiben etwa beim Herauslösen der Gusskörper keine Metallreste auf dem Formeinsatz kleben. Ihr Vorteil: Die Einsätze sind länger verwendbar, müssen nicht aufwendig gereinigt werden und sind schnell für den nächsten Guss bereit.
Propriétés des matériaux comparées à différentes températures*
| T[°C] | ρ[g/cm3] | cp[kJ/kg K] | λ[W/m K] | α[ • 10-6 1/K] | E [GPa] | Rm[MPa] | Rp0.2[MPa] | A5[%] |
| 20 | 17,3 | 0,149 | 65 | 5,3 | 360 | 990 | 670 | 18 |
| 200 | 17,2 |
0,156 | 66 | 5,5 | 350 | 890 | 600 | 17 |
| 500 | 17,1 | 0,160 | 68 | 5,6 | 333 | 700 | 460 | 16 |
| 800 | 17,0 | 0,163 |
69 | 5,7 | 320 | 490 | 330 | 14 |
| T[°C] | ρ[g/cm3] | cp[kJ/kg K] | λ[W/m K] | α[ • 10-6 1/K] | E [GPa] | Rm[MPa] | Rp0.2[MPa] | A5[%] |
| 20 | 18,5 | 0,145 | 90 |
5,0 | 385 | 800 |
600 | 10 |
| 200 | 18,4 |
0,149 | 91 |
5,1 | 365 | 720 |
520 |
9 |
| 500 | 18,3 |
0,154 | 92 |
5,2 |
350 | 600 |
420 |
7 |
| 800 | 18,2 | 0,158 |
93 |
5,3 | 340 | 480 | 320 | 5 |
| T[°C] | ρ[g/cm3] | cp[kJ/kg K] | λ[W/m K] | α[ • 10-6 1/K] | E [GPa] | Rm[MPa]* | Rp0.2[MPa]* | A5[%]* |
| 20 | 10,20 | 0,256 | 148 |
5,32 | 339 | 789 |
738 |
19 |
| 200 | 10,19 |
0,266 | 137 |
5,38 | 328 | 702 |
554 |
16 |
| 500 | 10,18 | 0,281 | 127 |
5,53 | 309 | 502 |
493 | 15 |
| 800 | 10,15 | 0,296 |
121 |
5,73 | 289 | 445 | 440 |
15 |
| 1000 | 10,14 | 0,306 | 119 | 5,88 | 274 | 386 | 374 | 19 |
| 1500 | 10,10 | 0,330 | 114 | 6,30 | 231 | 150 | 140 | 40 |
*TZM-Stab ∅ 25 mm spannungsarm geglüht, Daten aus Zugversuch
| T[°C] | ρ [kg/cm3] | cp[kJ/kg K] | λ[W/m K] | E[GPa] | α[ • 10-6 1/K] | Rp0.2[MPa] | Rm[MPa] |
| 20 | 7740 |
0,461 |
25,0 |
217,6 |
8,7 |
1300 |
1500 |
| 100 | 7720 |
0,496 |
26,0 |
212,9 |
11,5 |
1250 |
1450 |
| 300 | 7670 |
0,568 |
28,9 |
198,2 |
12,2 |
1100 |
1300 |
| 500 | 7600 |
0,550 |
29,5 |
178,9 |
12,9 |
750 |
950 |
| 700 | 7540 | 0,610 | 29,2 | 158,2 |
13,2 |
400 | 550 |
*Les informations sur les propriétés des matériaux sont des valeurs indicatives typiques/caractéristiques. Elles sont établies au mieux de nos connaissances, mais sans aucune garantie.
Avec les meilleures recommandations
Faites confiance à notre expérience en matière d’usinage du molybdène et du tungstène. Nous nous ferons un plaisir de proposer nos inserts adaptés aux spécifications et aux tolérances de votre projet.
Vous préférez tout de même le faire vous-même ? L’usinage du Densimet® est similaire à celui de l’acier travaillé à chaud. Les matériaux en molybdène sont également faciles à usiner. Cependant, ils présentent certaines caractéristiques que vous devez prendre en compte lors de l’usinage. Vous trouverez des recommandations concrètes dans notre rubrique consacrée aux matériaux.
Électrodes de soudure Densimet®WR
Si vous découvrez une érosion ou un délavage sur le matériau après une longue utilisation de nos plaquettes Densimet®, aucun souci : Avec nos électrodes de soudure Densimet®WR, vous pouvez réparer les zones affectées par une soudure par déchargement et utiliser le moule pour de nombreux cycles supplémentaires. Nous proposons des tiges en Densimet® WR dans différentes longueurs et diamètres, en fonction de vos besoins.
